The válec Jedná se o řezací proces ke zmenšení průměru kovové části, aby byla hladší, kompaktnější nebo tenčí a kontrolovaně eliminovala přebytečný materiál..
V průmyslových procesech se výroba kovových prvků vyvinula při hledání metod pro zlepšení aspektů, jako je tvar a povrchová úprava; za účelem dosažení ideálních rozměrů a povrchů požadovaných produktů s minimem poruch / chyb.
Tato geometrická úprava má od svého vzniku velký dopad, protože se nanáší na kovové části a slouží ke zlepšení strukturální podpory a aerodynamického vzhledu vozidel a jejich architektonického tvaru..
Některé aplikace soustružení jsou zaměřeny na výrobu kruhových kontejnerů (sil) pro skladování produktů nebo mimo jiné při výrobě mechanických dílů pro vozidla a potrubí..
Tento článek představuje nejdůležitější aspekty procesu soustružení, počínaje jeho definicí až po různé typy, a obecný popis procesu..
Rejstřík článků
Z akademického hlediska je soustružení definováno jako proces prováděný na soustruhu za účelem snížení průměrů tyče zpracovávaného materiálu.
V jiném pořadí nápadů je proces soustružení operace, s níž se tvaruje válec otáčení (podle měření). Někteří autoři navíc uvádějí, že když se provádí ve vnitřní části dílu, tento proces se nazývá vnitřní soustružení, vyvrtávání nebo perforace.
Soustružení je také definováno jako proces, který se provádí pomocí válců, aby se vytvořila konkávnost desek určité tloušťky a jejichž kapacita závisí na průměru válců..
Stručně řečeno, proces válcování sestává z mechanické operace, jejímž účelem je dát válcovitým a konkávním tvarům desek, dokud nevytvoří kruh spojením na koncích a / nebo řezáním materiálů do kruhových obrazců..
Práce ohýbacího stroje se skládá z mechanismu schopného generovat rotační pohyby mezi ohýbacími válci nebo posuvnými prvky pro řezání a zmenšování materiálu. To umožňuje vyrábět válce nebo válcové povrchové úpravy s různými průměry a radiálními úhly.
Válcovací stroje mají motor, který pracuje prostřednictvím elektřiny, která je obvykle spojena s mechanickým převodovým systémem, který umožňuje snížení nebo zvýšení rychlosti v závislosti na typu prvku, který má být vyroben, formován a / nebo řezán..
Proces soustružení se v zásadě provádí na soustruhu a závisí na dokončeném povrchu, ať už při konstantním nebo proměnlivém průměru (mimo jiné profilování, kónické, zaoblení nebo srážení hran). Proces závisí také na ploše (vnější nebo vnitřní).
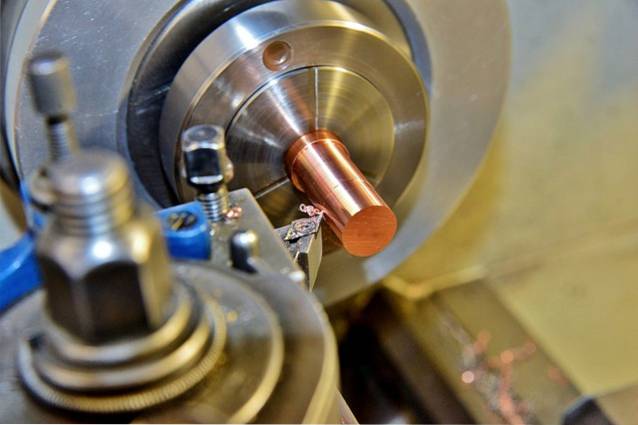
K provádění těchto soustružnických operací na soustruhu jsou řezací nástroj a díl umístěny tak, aby oba svíraly úhel 90 °, jak je vidět na obrázku 1, zatímco vozík se pohybuje rovnoběžně s částí v celém pohyb posuvu.
V procesu válcování desky se používá sada válečků, které ohnou malou část listu a způsobí řízené deformace podél něj, dokud nebude dosaženo zakřiveného úseku. Používá se ke generování velkých průměrů.
Zpočátku se různé typy soustružení prováděly ručně, protože strojní zařízení měla omezení pro generování produktů s kvalitní povrchovou úpravou, což vyžadovalo velké investice a ztrátu suroviny.
Ale od té doby, co se vyvinul proces automatizace, se tyto mechanismy rozšířily do různých oblastí průmyslové výroby, což umožnilo vyšší výtěžek výroby, a tím optimalizovalo využití surovin..
Prostřednictvím automatizovaných soustružnických procesů jsou nabízeny také výrobky, které splňují standardy kvality, a jejich použitelnost se rozšiřuje na výrobu strojních a lékařských prvků, a to nejen za použití kovu jako základu, ale i dalších surovin..
Typy soustružení přímo souvisejí s používaným zařízením a mechanikou procesu a tvoří čtyři nejznámější typy soustružení: kulaté soustružení, soustružení desek, soustružení plechů a soustružení profilů..
Spočívá v použití řezných nástrojů připevněných k podpěře, která se pohybuje podélně, aby poskytla kruhový tvar kusu materiálu, který je z velkého procenta kovový..
Chcete-li provést tento typ soustružení, musí být nástroj a příčný vozík umístěny pod úhlem 90 ° (kolmo) a musí se pohybovat rovnoběžně s postupujícím dílem..
Obecně jsou procesy soustružení také orientovány na vytváření vnitřních otvorů (vyvrtávání) pomocí soustruhového nástroje k dosažení vyšší kvality a přesnosti, pokud jde o požadovaný vnitřní průměr součásti..
Používá se k zajištění konkávnosti desek určité tloušťky jejich vložením mezi válce ohýbacího stroje, aby se získal požadovaný průměr.
Jak list prochází mezi válečky, jsou válečky vyrovnány takovým způsobem, že vytvářejí poloměr zakřivení požadovaný ve specifikacích. V případě překročení kapacity stroje se soustružení provádí po částech.
Tento proces se obvykle provádí automaticky a nepřetržitě, takže vyžaduje malou práci. Skládá se ze dvou fází: válcování za tepla a válcování za studena.
Zpočátku se používají velmi dlouhé a široké válcovací tratě za tepla, na nichž jsou uspořádány válcovací tratě, stroje a dozvukové pece pro opětovné zahřívání, a také gilotina pro řezání nerovností..
Poté prochází chladicím procesem, kde se používají nástroje ke zlepšení konečné úpravy, v závislosti na požadovaných specifikacích..
U různých typů soustružení se bere v úvahu také odhad chyb, které byly minimalizovány, protože vybavení a postupy jsou zdokonaleny..



Zatím žádné komentáře